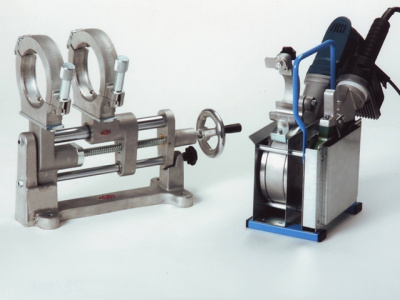
Building site butt welding machines
Building sites butt welding machines WIDOS are supplied with mechanical clamp shift (diameters up to DA 160 mm), or with hydraulic clamp shift (diameters up to DA 2600 mm).
These devices usually consist from clamping jaws (so-called "sledges"), heating element, planer, protection box, and hydraulic unit (for devices with hydraulic clamp shift). For bigger pipe diameters devices an optional accessories is available (lifting unit for planer and heating element manipulation). Can be also supplied with protocol unit (SPA), control unit (CNC), eventually with automatic operate heating unit.
Every device is designated for specific pipe dimensions, which is accomplished by using sets of reducer inserts attached into clamping jaws. For very special pipe dimensions or shapes (e.g. sheating or corrugated pipes) a custom-made reducer inserts can be supplied.
Butt welding principle
Butt welding (or pressure welding) is contact welding, it means, that welded surfaces are warmed by heating element. By pipe welding is used so-called "mirror", by plastic sheets welding is used so-called "heating lath".
Welded surfaces must be smoothly machined before welding - in case of plastic pipes the planer is used. Then an overlap is checked - by pipe welding can not be bigger than the 0,1 x wall thickness and welded surfaces must be cleaned up from grease and mechanical dirts. Next, under the exact set pressure (so-called "adjustable pressure") pipe endings are pushed on heating element, warmed at welding temperature. After the first phase pipe endings heating elapse (so-called "adjustment"), a beade appears on welded surface circumference. Now, the pressure must be minimalized and second phase of heating (so-called "in-depth heating") begin. After second phase is being elapsed the heating element must be removed from inbetween two welded pipes, and within the shortest possible time the heated pipe endings are put close to each other. This phase is called rearrangement. Subsequently, the pressure increasing phase is begin, where the pressure on welding pipe endings is gradually increasing up to the level of welding pressure. Under this pressure welded parts remains until the welding joint is fully cool down, in other words - during entire cooling phase.
For entire welding process, these three physical quantities are crucial: time, temperature and pressure. These quantities are exactly determined by technical standards depending on welding material type, wall thickness and pipe diameter.
Building sites butt welding machines range of products:
- WIDOS Miniplast (DA 20 - 110), Maxiplast (DA 50 - 160) - mechanical clamp shift devices
- WIDOS 4400 (DA 50 - 160), 4600 (DA 75 - 250), Weld It 250 (DA 75 - 250), 4900 (DA 90 - 315), Weld It 315 (DA 90 - 315), 4911 (DA 90 - 355) - hydraulic clamp shift devices, also available in SPA or CNC unit version
- WIDOS 5100 (DA 200 - 450), 5500 (DA 200 - 500), 6100 (DA 315 - 630), 6113 (DA 315 - 630) - hydraulic clamp shift devices, also available in SPA or CNC unit version
- WIDOS 8000 (DA 450 - 800), 10000 (DA 500 - 1000), 12000 (DA 800 - 1200), 14000 (DA 800 - 1400), 16000 (DA 900 - 1600), 18000 (DA 1100 - 1800), 20000 (DA 1400 - 2000), 24000 (DA 1600 - 2400), 26000 (DA 2200 - DA 2600) - hydraulic clamp shift devices, aslo available in SPA or CNC unit version
- WIDOS HRG3 (DA 200 - 315), HRG4 (DA 315 - 450), HRG6 (DA 315 - 630), HRG8 (DA 500 - 800), HRG10 (DA 630 - 1000), HRG12 (DA 1000 - 1200), HRG14 (DA 1200 - 1400), HRG16 (DA 1400 - 1600), HRG18 (DA 1600 - 1800)- hydraulic clamp shift devices with simplified, light-weight design